применения окон из ПВХ, как в архитекторов так и
в инженеров-строителей, возникают многочисленные проблемные ситуации,
вызванные незнанием особенностей технологического процесса.
Поскольку
при нормальной организации производства архитектор и проектировщик выступают
непосредственно в качестве постановщика задачи производителю, имеет смысл
рассмотреть основные технологические операции производства окон с
поливинилхлоридными переплетами, отличающие их вот более знакомых в Украине
окон из дерева и алюминия.
При этом
с точки зрения архитектурного проектирования интересны
прежде всего такие технологические возможности как: цветовое решение;
возможности формообразования; ограничения по максимальным размерам.
На рис. 1
приведены эскизы окон, которые могут быть изготовлены из профильной системы
VEKA Softline AD. Диаграмма наглядно
иллюстрирует возможности Пвх-профилей с точки
зрения изготовления окон как прямоугольной формы,
так и имеющих скосы под тупыми и острыми углами, а также различные
закругленные формы. Следует отметить, что из всех оконных материалов, ПВХ
представляет наибольшие возможности гибки с
различными радиусами кривизны.
Технологическая цепочка изготовления стандартного окна
включает в себя последовательное выполнение следующих операций:
1) доставка,
разгрузка и складирование профиля;
2) нарезка профиля на заготовки;
3) нарезка стального усилителя;
4) вставка и крепление стальных усилителей;
5) сверление и фрезерование отверстий для водоотлива, вентиляции и фурнитуры;
6) сваривание углов рамы и створки;
7) механическое присоединение вертикальных и горизонтальных импостов;
8) зачистка углов;
9) монтаж фурнитуры;
10) вставка уплотнителей по контуру окна;
11) вставка стеклопакетов (остекление);
12) функциональный контроль, проверка комплектации и промежуточное
складирование готовых окон;
13) окончательный выходной контроль качества, отгрузка и доставка
потребителю.
Остановимся на каждой из операций более подробно.
Эскизы окон, которые могут быть изготовлены из профильной системы VEKA
Softline AD.
Доставка, разгрузка и складирование профиля.Сварочные
Возможности цветового решения при оформлении заказа. Профили для
изготовления окон поставляются в специальных упаковках -
палетах. Длина профиля, выходящего из экструдера,
и упаковываемого в палету составляет 6,5 м.
Профили могут отнесутся как белыми, так и окрашенными в массе в
соответствии с каталогом производителя. На профили с одной или с двух сторон
может быть нанесена ламинирующая пленко, аналогично в соответствии с
каталогом. При необходимости изготовитель окон для
единичного конкретного объекта может заказать
ламинацию профиля пленкой, которая отсутствует в каталоге
производителя профильной системы, однако может быть нанесена на профиль
предприятием, специализирующимся на ламинации.
На производстве профили следует хранить на жестких стеллажах, чтобы избежать
провисания и скручивания. Высота уложенных в штабели профилей не должна
превышать 1 м. Профили нельзя хранить под открытым небом, избегая
болезненных для ПВХ перепадов температур, вызванных перегревом солнечными
лучами и переохлаждением в зимнее время.Нарезка профиля на заготовки.
Оконный профиль нарезается по размерам индивидуально для каждого окна с
соответствующими допусками, указываемыми в техническом руководстве
производителя профильных систем. Профили нарезаются на
двухголовочной или одноголовочной усорезной пиле с углом реза 900 –20
0, и длиной реза до 6100 мм * в зависимости вот модели пилы.Нарезка стального усилителя осуществляется на специальной пиле по металлу.
Тип
стального усилителя принимается в соответствии со статическим расчетом.
Отрезанный усилитель для рамы и створки должен иметь длину на 10 мм меньше
Пвх-профиля в который вон вставляется. Таким
образом обеспечивается расстояние в 5 мм по краям
оконного профиля, необходимое для ссоры заготовок между собой (рис.2.10).
Для импостов и поперечин, устанавливаемых при помощи механических
соединителей, усилитель отрезается короче профиля на 15 мм
Вставка и крепление стальных усилителей.
Усилитель закрепляется в профиле шурупами. Первый шуруп завинчивается на
расстоянии 15-20 см вот угла. Расстояние между шурупами составляет 25 – 30
см.Сверление и фрезерование отверстий для водоотлива, вентиляции и фурнитуры.
В профилях с прикрученными усилителями при помощи специальных фрез
вырезаются дренажные отверстия, отверстия для выравнивания ветрового
давления, а также отверстия для замка и ручки.Сваривание углов рамы и створки.
Соединение профильных заготовок между собой в углах производится при помощи
ссоры. В оконном блоке между собой по углам свариваются только профили рамы
и створки. Закрепление импоста, осуществляемое при помощи механических
соединителей, и штапика,
вщелкиваемого в пазы рамного и створочного
профиля, и не соединяемого дополнительно по углам, будут рассмотрены нижет.
Для ссоры оконных профилей применяются сварочные машины с нагревательными
элементами. Поверхность нагревательных элементов покрывается
тефлоновой пленкой определенной толщины. Пленко
заменяется после 300-400 сварочных операций. Ссора производится при
температурах нагревательных элементов 240 – 250 0 С. Для сварочных работ
применяют сварочные машины с диапазоном сваривания вот 300 до 180 0 с
контролем температуры, которая должна поддерживаться постоянной на
протяжении всего времени выполнения операции (30 секунд – нагрев и 40 – 45
секунд соединение).

Рис. 2.
Установка металлического усилителя в оконный профиль из ПВХ.
машины оснащаются упорами и подкладками –
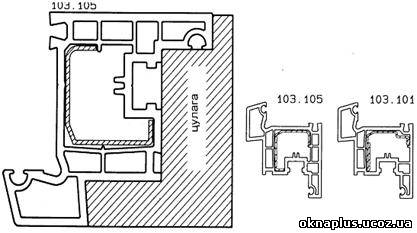
цулагами. Сварочные
цулаги индивидуальны для каждого вида профилей
(рис. 3). Набор цулаг поставляется изготовителю
окон непосредственно разработчиком профильной системы.
Сваренные
Рис 3.
Сварочные цулаги для
различных видов профиля.
профили должны остывать около 20 мин, прежде чем их можно будет обрабатывать
дальнейшее.
Необходимо отметить, что площадь углового сварного шва, а также его
качество наряду с характером закрепления импоста являются определяющими для
пространственной работы оконного блока под действием эксплуатационных и
монтажных нагрузок. Светлый наплавленный валик вблизи сварного шва
означает, что ссора была проведена правильно. Если при сварливое белого
профиля образуется наплавленный валик коричневого цвета с шероховатой
поверхностью это означает что произошел пережог
материала из-за слишком высокой температуры ссоры или слишком долгого
времени плавления. Окна с такими дефектами не принимаются для установки в
проемы, и однозначно подлежат переделке.
После
охлаждения сварные швы зачищаются изнутри и снаружи. Сварочный наплавь
удаляется при помощи ручных или автоматических установок.
В системе
Механическое присоединение вертикальных и горизонтальных импостов.
После
изготовления рамы, в нее вставляются вертикальные и горизонтальные импосты (поперечины).
В каждой профильной системе разработан свой узел крепления импоста, однако
все решения сходятся между собой в общем принципе.
На рис. 4, показаны два варианта крепления импоста системы VEKA
Softline AD. Соединитель, закрепляемый при
помощи торцевых шурупов (рис. 4 бы) наиболее распространен.
VEKA Softline AD для его крепления применяется
специальный профиль импоста (с отверстиями для шурупов), во вторых системах (например
Plustec и Rehau S
730) применяется соответствующая крепежная вставка. Соединитель на основе
П-образного стального элемента (рис. 4 бы) более
прочен. В расчетной схеме рамы вон может быть принят в качестве
равноценного сварливое. Вместе с тем это решение и
более дорого, и применяется далеко не во всех профильных системах.
Рис. 4Для
Механическое присоединение импоста (система VEKA
Softline AD).
точного примыкания к рамному профилю, заготовка импоста на концах
фрезеруется по контуру на специальном фрезерном станке, после чего
закрепляется в соответствии с принятой схемой.
Монтаж фурнитуры; вставка уплотнителей по контуру окна.
После
ссоры и установки импостов, по периметру рамы и створки укладываются
уплотнения. Заключение уплотнений осуществляется вручную с допуском на сжатие
по длине 1%. Уплотнения поставляются покрытые тонким силиконовым слоем,
нанесенным пульвелизатором. Благодаря этому они
легко устанавливаются в паз. Заключение уплотнения начинается с середины
верхней части окна. Любая профильная система имеет несколько видов
уплотнения – как для рамы и створки, так и для штапика.
В зависимости вот типа устанавливаемого уплотнения, оный непрерывно
прокладывается через углы или надрезается по углам и стыкуется без зазора с
проклейкой. В любом случае, по всему периметру окна должен обеспечиваться
равномерный сплошной уплотняющий контур без разрывов.
Штапики
режутся на пиле для резки штапиков под углом
450. Штапики длиной менее 400 мм режутся под
прямым углом. Ножка на концах штапика в любом
случае режется под углом 450 в противоположном направлении. Благодаря
комбинированному пристальному диску штапик режется
при ходе пристального полотна вперед, а ножка назад. За счет этого наплавленный
валик сварного шва рамы или створки не мешает установке
штапика. В случае вставленного на заводе уплотнения, уплотнение
режется вместе со штапиком. Если применяется
штапик без уплотнения, вначале режется
штапик затем уплотнение для стекла укладывается
в штапик и отрезается кусачками точно по
заданному размеру.
При
установке штапиков,
нарезанных под углом 450, вначале устанавливаются более короткие
штапики потом более длинные.
Штапики вбиваются несильными ударами при помощи
пластмассового или резинового молотка. При установке
штапиков, нарезанных под прямым углом,
вначале укладываются горизонтальные штапики
затем вертикальные. При необходимости расстекления
окна штапик снимается при помощи острого
шпателя.
Гибка
оконного профиля.
Как
показывает практика, наибольшее количество спорных моментов между
проектировщиками и изготовителями вызывают конструктивные решения арочных и
круглых окон, т.е. все то, что связано с гибкой
ПВХ. На рис. 5 приведена таблица минимально возможных
радиусов гибки для профилей рам и створок системы VEKA
Softline AD. Гибка
рам и створок является наиболее отработанной стандартной операцией. Кроме
того, можно гнут импостные и
штульповые профили.
Для того,
чтобы согнуть оконный профиль из жесткого ПВХ, его необходимо разогреть к
температуры размягчения, после чего определенным образом приложить
изгибающие нагрузки, так, чтобы получить изогнутый элемент с заданными
геометрическими параметрами. Изгиб профиля должен осуществляться в одной
плоскости, при этом необходимо избежать выгиба из плоскости (депланации)
узких наружных стенок профиля.
Очевидно,
что при многокамерной полой структуре Пвх-профиля
это требование является практически невыполнимым.
Поэтому непосредственно к разогрева профиля в его основную камеру по всей
длине заготовки вводят специальный вкладыш из отдельных кусочков жесткого
ПВХ, соединенных между собой. Пластиковые гибочные вкладыши
индивидуальны для каждого профиля и называются цепями.
Наиболее
наглядно взаимосвязь архитектуры и технологических решений может быть
проиллюстрирована на примере реальных объектов, возведенных и
эксплуатирующихся в настоящее время в Подмосковье.
| мин. диаметр в см | мин. радиус в см | |
| рама 55 мм | 55 | 27,5 |
| рама 67 мм | 70 | 35 |
| рама 76 мм | 75 | 37,5 |
| рама 82 мм | 80 | 40 |
| рама 100 мм | 100 | 50 |
| створка 100 мм | 70 | 35 |
| створка 82,5мм | 80 | 40 |
| створка 100 мм | 100 | 50 |
Рис. 5.
Таблица минимальных радиусов арочных и круглых окон для глухих и
открывающихся окон системы VEKA Softline AD.
После
вставки основной внутренней цепи профиль разогревают в
термокамере за счет инфракрасного излучения или (что является более
старым методом) в глицериновой ванное. При этом
равномерность прогрева профиля является определяющим фактором для качества
гибки.
Разогретый профиль помещают на специальный стол с зафиксированными согласно
проектному радиусу роликовыми направляющими. По бокам профиля выставляются
еще две обжимные цепи, после чего осуществляется его изгиб. Размер рабочего
стола определяет максимальный радиус изгиба дуги. При этом минимальный
радиус определяется жесткостью профиля.
Таким
образом, при всей простоте изготовления окон из ПВХ
гибка профиля является сложной операцией, требующей определенного
опыта и навыков. Очевидно, что при изготовлении окна с открывающейся арочной
створкой, достаточно затруднительно в идеале выдержать совпадение радиуса изгиба
рамного и створочного профиля. Если учесть при
этом, что изогнутые профили не могут быть проармированы
то сложности в эксплуатации такого окна (при счет проблемах организации
плотного притвора в арочной части) дополнительно за счет температурных
деформаций неармированного ПВХ становятся очевидны. Не случайно опытные
производители по возможности стараются сделать арочные части окон глухими.


